Former des référents avec une vision inter-étapes du process, pour favoriser la démarche d’amélioration continue
Mettre les compétences céramiques au cœur de l’amélioration continue
De nombreux opérateurs travaillent selon la manière qu’ils ont apprise « sur le tas », ce qui peut affecter leur compréhension et leur suivi des procédures, et limiter leur capacité à être force de proposition, même quand leur expérience est très grande. L’amélioration des pratiques en production devient alors plus lente et difficile.
L’ICF offre aux opérateurs et référents des formations « vision inter-étapes du procédé céramique » (T&B, sanitaires, porcelaine, faïence, béton, verre), seules ou intégrées dans le CQP Agent Technique Céramique (compatible CPF).
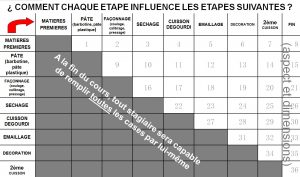
Principe et utilité de la « Vision Inter-Etapes »
Dans la formation vision inter-étapes, on place jusqu’à 15 personnes de toutes les étapes de production autour de la même table, et on leur transmet les concepts céramiques de base, de façon simple et intuitive, pour expliquer le POURQUOI des pratiques quotidiennes du process, et du COMMENT chaque étape est affectée par notre propre étape de travail avec ses paramètres.
Ces ateliers courts (2-4 jours) peuvent être complétés par des ateliers de résolution de problèmes typiques de l’usine.

Le référentiel du CQP Agent Technique Céramique va plus loin
Bien qu’il inclue les blocs de compétences associés à ces ateliers, d’autres compétences utiles sont prévues:
|
Activités |
Compétences opérationnelles du CQP |
| Contrôler le processus de fabrication |
C1: Vérifier l’enchainement des étapes de fabrication et leurs points clefs |
| C2: Contrôler le respect des consignes et modes opératoires; C3 Participer à l’élaboration de nouveaux modes opératoires et synoptiques en collaboration avec les différents ateliers et le service méthode |
|
| Pratiquer des contrôles | C4: Effectuer et/ou collecter les contrôles des : – matières premières et matières d’œuvre, – réglages machine, – conditions de fabrication (température, humidité, ventilation), – produits finis |
| Traiter les résultats des contrôles |
C5: Organiser les résultats sous forme de tableaux et graphiques afin d’en permettre l’interprétation |
| C6: Participer au contrôle statistique du procédé pour maintenir les caractéristiques des produits stables et conformes aux spécifications retenues | |
| C7: Archiver les résultats afin de permettre leur suivi | |
| C8: Mettre en place des actions correctives avec les services concernés en cas de dérive | |
| Adapter le processus de fabrication |
C9: Participer à l’adaptation des spécification aux conditions de fabrication en concertation avec les différents services |
| C10: Mettre à jour les modes opératoires avec le service méthode et les services concernés | |
| Améliorer la qualité | C11: Identifier les principaux défauts céramiques et déterminer leurs origines possibles |
| C12: Résoudre des problèmes céramiques avec méthode avec les équipes concernées. C13 : Participer à la mise en œuvre de solutions |
|
| Hygiène, sécurité et environnement | C14 : Identifier les dangers et les situations dangereuses liées aux activités de l’entreprise C15 : Respecter les règles d’hygiène, de sécurité et d’environnement en vigueur |
Pas de perte de temps!

Cependant, la pratique montre que plusieurs de ces compétences additionnelles sont déjà possédées par les opérateurs expérimentés.
Par exemple les compétences en Hygiène et Sécurité ont souvent fait l’objet de formations antérieures. La logique consiste donc à identifier (« positionnement préliminaire« ) dans chaque stagiaire les compétences qu’il possède déjà, et proposer un CQP dans lequel seules les compétences manquantes seront apportées.
Si un candidat possède 50% des compétences requises, l’ICF le formera sur les 50% restants de compétences, mais l’aidera à se préparer à l’évaluation de 100% de ces compétences auprès du jury paritaire de CQP.
Limiter la perte d’opérativité

Même s’il est conscient que la formation est un investissement d’avenir, aucun responsable de production n’aime voir son personnel en formation quand il a besoin de produire. Un stagiaire bloqué toute la journée est un personnel absent. C’est pour réduire cet impact que l’ICF propose des formations par demi journées, afin que chaque stagiaire puisse être productif au moins pendant 50% de la journée.
L’autre demi-journée peut être éventuellement mise à profit pour donner une formation à un autre groupe de stagiaires, ou pour faire de l’assistance technique (pour le cas de demi-journées non complétées dans une usine éloignée du siège de l’ICF, nous consulter)